[VIP第1年] 指数:3
[VIP第1年] 指数:3
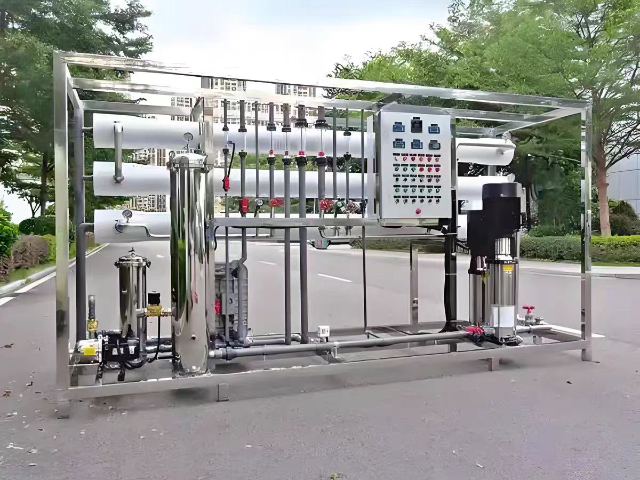
工厂反渗透设备是工业水处理系统的主要 装置,其工作原理基于选择性分离膜技术。系统通过高压泵对原水施加20-80bar的工作压力,迫使水分子逆自然渗透方向穿过0.1-1纳米孔径的复合膜,有效截留溶解盐、重金属、有机物等杂质。现代工业RO系统通常采用多级处理工艺:预处理单元包含砂滤、碳滤和精密过滤器,用于去除悬浮物和余氯;主要 RO膜组采用螺旋卷式结构,单支膜元件表面积可达37平方米;后处理环节则根据需求配置pH调节或紫外线杀菌装置。为适应不同工业场景,设备会集成特殊的抗污染设计,如湍流促进器可减少膜表面沉积,变频控制系统能根据水质自动调节操作压力。在电子、制药等对水质要求严格的行业,系统会采用双级RO+EDI的复合工艺,使产水电阻率达到15-18MΩ·cm,完全满足GMP和电子级超纯水标准。设备接地电阻<4Ω,电机绝缘电阻>2MΩ保障用电安全。水处理反渗透设备供应商家
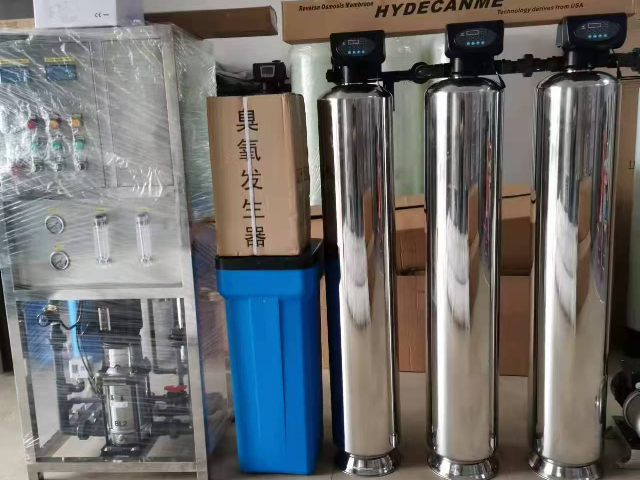
实验室反渗透设备的运维管理及常见问题,为确保反渗透设备长期稳定运行,实验室需制定严格的维护计划。预处理滤芯(如PP棉、活性炭)需每3-6个月更换,防止堵塞RO膜;RO膜本身寿命约2-3年,但若原水硬度高或氯含量超标,可能需提前更换。每日应记录产水电导率,若数值异常升高(如超过20μS/cm),可能需化学清洗膜组件。此外,设备停机时需用抑菌水或保护液浸泡膜元件,避免微生物滋生。常见故障包括产水量下降(膜污染或泵压不足)、水质恶化(膜破损或密封圈老化)等,可通过定期冲洗和专业维护避免。部分实验室采用集中供水模式,即一台大型RO设备供应多个实验区,此时需合理设计管路并定期消毒,防止二次污染。江苏反渗透设备设备安装需保持环境温度5-45℃,避免阳光直射影响膜性能。

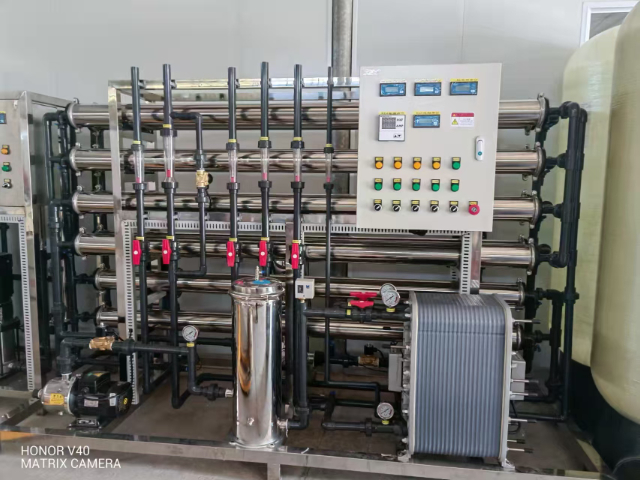
锂电池生产对水质有着极为严苛的要求,反渗透设备必须满足电阻率≥15MΩ·cm、TOC<50ppb、微粒含量<5个/ml的超纯水标准。锂电池厂RO系统通常采用三级处理工艺:预处理单元包含多介质过滤、活性炭吸附和精密过滤,可有效去除原水中的悬浮物、余氯和胶体;主RO系统采用抗污染复合膜元件,脱盐率稳定在99%以上;后级处理则配置混床离子交换或EDI电去离子装置。为应对锂电池生产中的特殊需求,系统还集成了多项创新设计:采用316L不锈钢管路防止金属离子析出污染;配置氮气保护装置避免膜元件氧化;安装在线TOC分析仪实时监测有机物含量。在正极材料制备环节,RO产水还需经过紫外氧化处理,确保水中微生物含量<1CFU/100ml。某有名 锂电池厂商的实践表明,优化后的RO系统可使电池隔膜清洗水的钠离子含量控制在0.1ppb以下,明显 提升电池循环寿命。
当前酒店行业对反渗透(RO)设备的需求呈现快速增长态势。据统计,2023年全球四星级以上酒店采用RO系统的比例已达68%,较2018年提升23个百分点。这种增长主要源于三方面因素:首先,部分酒店对水质要求的提升,客房直饮水、中央厨房和SPA区域都需要达到饮用水标准;其次,环保政策趋严,多地规定酒店用水需符合《生活饮用水卫生标准》(GB5749-2022);再者,消费者健康意识增强,75%的受访旅客表示会优先选择配备专业净水系统的酒店。从区域分布看,沿海地区酒店因应对高盐度水质需求,RO设备渗透率达82%;而内陆城市则以处理硬水为主,采用率约为58%。未来三年,随着"绿色酒店"认证体系的完善,预计RO设备将成为**酒店的标配,中端酒店市场渗透率也将突破50%。智能化、模块化、低能耗将成为下一代酒店RO设备的主要发展方向。半导体行业用超纯水系统包含RO+混床+抛光模块。

反渗透(Reverse Osmosis, RO)是实验室纯水制备中的主要 技术之一,其原理基于半透膜的选择性渗透特性。在自然渗透过程中,水分子会从低浓度溶液向高浓度溶液自发迁移,而反渗透则通过施加外部压力(通常为10-70 bar)逆转这一过程,迫使水分子从高浓度溶液(如原水)穿过膜进入低浓度侧,从而截留溶解盐、有机物、微生物等杂质。反渗透膜的孔径约为0.1纳米,可有效去除90%-99%的离子和95%以上的有机物,产水电阻率可达1-18 MΩ·cm。现代RO系统通常采用螺旋卷式膜组件,兼具高过滤效率和紧凑结构,同时通过优化流道设计减少浓差极化现象,延长膜寿命。此外,部分高级 设备集成纳米级预处理技术(如超滤或活性炭吸附),进一步降低膜污染风险,适用于对水质要求严格的生化分析、色谱检测等领域。设备年度大修包括更换密封圈、校验仪表和电气检测等项目。江苏反渗透设备
该设备采用高压泵推动水流经过RO膜,分离纯水和浓缩废水,节能环保。水处理反渗透设备供应商家
油墨企业的反渗透设备需要建立科学的运维体系。日常管理包括实时监控进水SDI值(需<3)、每日记录产水电导率、每周进行低压冲洗。预处理环节特别关键,需每月更换滤袋式过滤器,每季度再生软化树脂,防止铁锈和硬度成分污染RO膜。化学清洗频率通常为3-6个月一次,使用pH2-3的柠檬酸溶液去除无机垢,pH11-12的NaOH溶液去除有机污染物。成本控制方面,通过优化运行参数可使吨水能耗降至1.2kWh以下:合理调节回收率(60%-75%)、采用变频增压泵、安装能量回收装置等。某大型油墨厂的实践表明,规范的运维可使RO膜更换周期从常规的2-3年延长至4-5年,年维护成本降低35%。此外,浓水的回收利用也值得关注,部分企业将RO浓水用于厂区绿化或卫生间冲洗,实现水资源利用率提升25%以上。建立完善的设备档案和故障预警系统,能有效减少非计划停机带来的生产损失。水处理反渗透设备供应商家
文章来源地址: http://huanbao.mjgsb.chanpin818.com/ysclsb/fstsb/deta_28214248.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。